


�ͳɱ���Ч�ʵ���������������������
����/��Դ�����������ʹ�˾ ���ڣ� 2008-07-02 ����ʣ�4677
Jesper Ekstrand, ��������˾������ Susanne Lægsgaard Jørgensen, ��������˾������
ժҪ
��������˴��Ͷ�����������ʹ�������������Ѽ�����һ�ֵͱ���Ч��ơ�����˵��������װ���д����Ŀ����ɽ�Ͷ�ʳɱ�����Լ30%
�������״���ˮ����DMK-10���ڲ�ͬԭ����ɺͲ�ͬ��Ʒ�����ǿ���ĸ�ѡ���Ժ��ԣ��������γ�����١�
����
�����ѣ�DME����������������ʽ������ (>99.99% wt)����ѧ�м����һ����ྭ�õ����ȼ�ϣ�����LPG���Ʒ���������Ʒ������ȣ��������ѵ�����������LPG��
�е�, C -24.9
����ѹ�� @ 20 C, bar 5.1
Һ̬�ܶ�, @ 20 C, kg/m3 668
���أ���̬ 1.59
�����������Ѽ�����ҵӦ��
���ڴ��Ͷ��������������������������״���ˮ���ա���Ӧ���£�
2 CH3OH �� CH3-O-CH3 + H2O - ��H298 = 23.4 kJ/mol
�����������ѹ����ڹ�ҵװ����Ӧ���Ǽ״���ˮ��ʽ����ԭ�Ͽ����ǣ�
1. �ߴ��Ⱦ��״�����
AA������С99.85 %wt.�״�������
GOST 2222-95���磬��С99.95 %wt �״���
2. �ּ״�����94%�����״�
�ڽ��������������ѹ���֮ǰ���״�ԭ�Ͽ���ѡ��ֱ����Դ�ϳɹ��յļ״���������Ҫ���м״��ᴿ��
��һ���ջ��ڳ���ļ������ջ����������˼״���ˮ�ϳɶ����ѣ������������룬�����Ƕ����Ѳ�Ʒͬβ�����룬Ȼ����ѭ���״�����ˮ���루ͼ1����
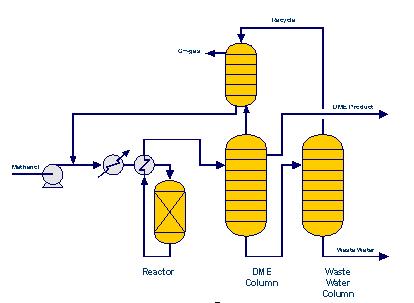
ͼ1 �����Ѻϳ����幤�ղ���ͼ
��Methanol���״���Reactor����Ӧ����DME Column�������ѷ�������Waste Water Column����ˮ����DME Product�������Ѳ�Ʒ��Recycle��ѭ����Off-gas��β����
�������������ѹ����У��״���ˮ���ɶ����ѷ�����һ�����ȷ�Ӧ���С���Ӧ������¶ȴ���250 ��C�����ȶ����������³����¶��ɾ�������������Ҳ����ȡ���ڷ�Ӧ����ת����ʵ����Ҫ�������������ѷ�Ӧ���ļ�����ͬ������DMK-10�������������¶Ȳ����������һ�ּ�������ԵĹ��ա�������µķ��������������й�ҵ�����Ѳ�Ʒ���Ҫ�����������ȶ���ѧ����ƽ�����ݵ�����Ҳʵ���˷�Ӧ�����кͷ�������Ƶ������Ż���ơ�
ʹ�������������ѹ��գ��������Ϻϳɶκ��ᴿ�ε���Ч�ʣ�����ʵ���ܺĴ�����͡�
ʹ��������DMK-10��������ʵ�ֶ����ѷ�Ӧ���и߾������������ĸ�Ч�������ϡ����ַ�Ӧ�ȿ��������ϻ����������ַ�Ӧ�ȿ����ڷ�ˮ�����ٷ�����
��Ȼ���������ܸߣ�����ͨ��������Ӧ��ˮ��ѹ�����Խ���������Ƶ��ܵ�ˮƽ�����ǣ�������Ӧ�ø�ˮ��ѹ��Ҫ����ˮ�ԸߵĴ�������������DKM-10������
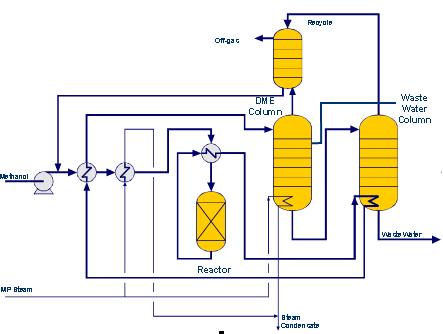
ͼ2 ��Ч�������ϲ���ͼ
��MP:��ѹ������Steam Condensate:����������
������DMK-10����
�����������Ѵ���DMK-10��ͼ3�����ڸ�ѡ���Ժͳɱ�Ч��ļ״���ˮ��DMK-10�����������ҶƬ�Σ���������˵��������ı����/����ȣ�����˽�����������ɢ��

ͼ3 ��ҶƬ��DMK-10����
�������յ������ȷ�����ݾ���ƽ��ת�����������ѡ�����˴���ʧ����Ժ�����ͨ����ͼ4��ʾ�ķ�Ӧ�������¶����߽��м�⡣��˷�Ӧ���������������������������ܱ��ֺ㶨��
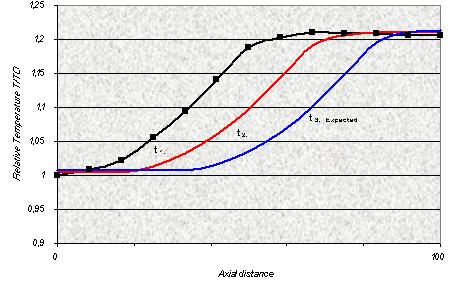
ͼ4 �����¶����߱仯����ͼ
��Relative Temperature������¶ȣ�Axial distance:������룩
DMK-10���������������������¶Ⱥ;����¶ȷ�Χ��ȷ���IJ����¶ȷ�Χ�ڣ����ָ��Ժ�ѡ���ԣ��Ҿ��е�ʧ���ʺ͵�������ص㡣
ͼ5����ʾ�˾���������Ϊ����¶Ⱥ�ˮ�����ĺ�����
���ڸ���������¶ȣ�����ԭ������ˮ�֣����Խ��ʹ������ܾ���������¶ȣ�������Լ״�ת��ƽ�⽵���ˡ��������������ѹ����У�δת���ļ״�ѭ���������Ѻϳɷ�Ӧ���У����ָߵ�����״�ת���ʡ�
DMK-10�����ɱ����ȶ���������ɣ���ʵ�ʾ�����ǿ������λ����֤�˺ϳɸ��Ժ�ѡ���ԡ������У�������ѡ����ȡ����ʵ�ʲ����¶Ⱥ�ˮ����ѹ���������¶Ⱥ�����ˮ�����Դ�����ѡ����������
���DMK-10�������кܸ�����ԣ�����AA���״���ּ״���ԭ�������²�����
AA���״�ԭ��ָ����> 99.85 %wt ���״����ּ״�ָ����94%����ٵļ״����״�Ũ��ͨ��ˮƽ�⣬����ͨ����������0.1%�����Լ״��ϳɶε����ʡ�
DMK-10�������������ѡ���ԣ�������������������ʱ�ߵij����¶ȡ������ǵ�ʹ�ôּ״���Ϊԭ�ϵ�ʱ�Դ�������Ҫ��ܸߣ��Ա�֤���Ĵ��������͵͵ĸ�����ˮƽ��
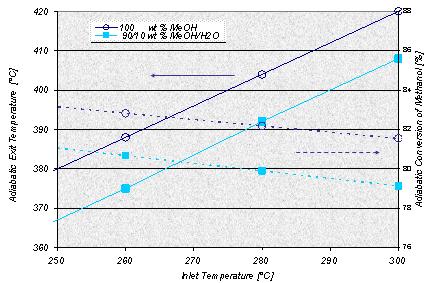
ͼ5 ���������¶Ⱥ���Ӧ�״�ת���ʣ���ʾ������¶ȵĺ���������������
��inlet Temperature:����¶ȣ� Adiabatic exit temperature:���ȳ����¶ȣ�
Adiabatic conversion of methanol�����ȼ״�ת����
ֻ���ڸ����¿��ܹ۲쵽�ĸ�������ڼ״����ܷ������µķֽⷴӦ��
2CH3OH = CH4 + CO2 + 2 H2 - ��H298 = 65.7 kJ/mol
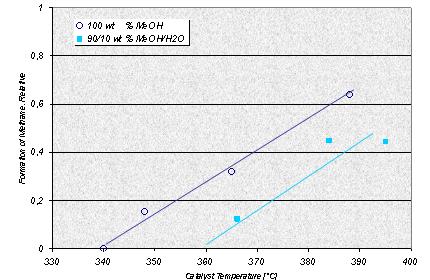
ͼ6��ʾ�˼�����Ϊ�¶Ⱥ����IJ������Ρ�
��ͼ��ʾ��ˮ�Ĵ��ںͽϵ͵��¶ȿ��Է�ֹ���鸱������γɡ����Դּ״���Ϊԭ�ϣ���ʹ��DMK-10��������ʱ��һ���ƾ���ʾ�����ˡ�
�ּ״��п��ܴ��ڵ�����ͨ���Ǵ��ࣨC2- �Լ������� C3- C4����ͪ��ͼ����Ρ���DMK-10����ʹ�ôּ״���Ϊԭ��ʱ�������ĸ������ڶ����ѷ�Ӧ����ת����Ϊ�ӷ��Ը��ߵĻ����
�ּ״�������ת���γɵ���Ҫ�����Ǽ��飬�Լ��ɸߴ�ת���γɵIJ�����ϩ����
CxH2x+1OH �� CxHx+2 + H2O
�����ѷ�Ӧ�����γɵĸ������ͨ��β���뿪�˹���Ȧ�����ھ��и�ѡ���ԣ�DMK-10�����ܹ���������ȼ�ϼ������������Ķ����ѡ�
ͼ6 ���鸱��������������ΪDMK-10�����¶ȵĺ���
��catalyst temperature:�����¶ȣ�formation of methane, �������ɣ�
��Ʒ��������
�����������ѹ����ܹ����ݿͻ��Զ����Ѳ�Ʒ����Ҫ��������������Χ��ȼ�ϼ���ͨ��Ϊ98%wt��������������>99.99%wt����
�����������ѹ����Ǹ�Ч�ģ�ͨ��ԭ�ϵ�������ֻ��1.4�ּ״�/�ֶ����Ѳ�Ʒ���ͼ״������ǽ���Ч�״������ѭ���Ĺ������ͬ���Ժ��ر�ߵ�ѡ���Ե�DMK-10����������ϵĽ����
���⣬�����������ѹ��յĸ�Ч�������ϳɾ��˵��������ģ�ͨ����Χ��1.28 �C 1.4������/�ֶ����Ѳ�Ʒ��ʵ��ֵ��ȡ��������������������
����������
�����������۸�ȡ���ڳ�ʼװ��Ͷ�ʳɱ�������ȡ���ڲ����ɱ������ڴ���ҵװ�ã������������۸�ͬ�״��۸�����ϳ����Թ�ϵ��
�����������ѹ��յľ�����������ʾʹ�ôּ״���Ϊԭ�ϱ��þ��״������������ܹ�������ʡ�ɱ���
������������Ϊ80���/��Ĺ�ҵ������װ�ã�����Ͷ�ʳɱ���Լ��7.2ǧ��ŷԪ��2006��۸�
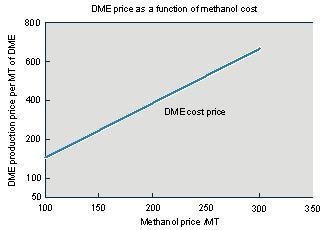
ͼ7 �����������۸�
��methanol price:�״��۸�DME production price:�����������۸�,DME price as a function of methanol cost :���ڼ״��ɱ��Ķ����Ѽ۸�
���ڴּ״��۸�230ŷԪ/�ֺͶ����Ѽ۸�650ŷԪ/�֣�������/�״��۸����2.8������AA���״���335ŷԪ/�֣��Ķ�����/�״��۸��ֻ��1.9��
���ھ��״�ԭ�ϣ���AA����GOST 2295���Ķ����������ɱ�ͬ���ڴּ״��Ķ����������ɱ��Ƚ����£�
AA�� ָ�� 100
ȼ�ϼ� ָ�� 70
����ڲ������ʽ�ȡ������ͼ8��ʾ�Ķ�����/�״��۸�ȡ�
�ڽ�ʡ��Լ30%�������ɱ��£�һ��80���/�������װ�õ��ܽ���Լ��һ��һǧ��ŷԪ/�ꡣ
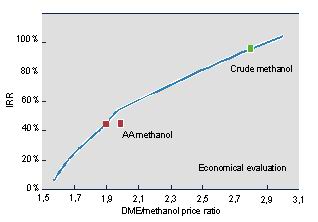
ͼ8 �ڲ�������
��IRR:�ڲ��ر��ʣ�AA methanol:AA���״���Crude methanol���ּ״���Economical evaluation:�����Է�����DME/Methanol price ratio:������/�״��۸�ȣ�
����
ͨ�����������ڶ����Ѽ������������������з�֪ʶ���̼����������ϣ��Ѿ�����˶����Ѻϳɼ��������ư�����
• ���ļ״���ˮ����
• ר�еĶ����Ѵ���DMK-10�����е͵ĸ�����ˮƽ
• �㷺�IJ�����Χ
• �����Ѳ�Ʒ��������ȼ�ϼ�����������
• �״�ԭ�����������״���ּ״�
• �ͳɱ���װ���ڼ״�װ���ϸ��ӵͳɱ�
���ڴּ״���ˮ�Ķ����Ѻϳ���һ������������ѡ����Ϊ���ܹ�ʵ�ֹ������Ϻ͵�Ͷ�ʳɱ�����˵õ��ߵ��ڲ������ʡ�
ժҪ
��������˴��Ͷ�����������ʹ�������������Ѽ�����һ�ֵͱ���Ч��ơ�����˵��������װ���д����Ŀ����ɽ�Ͷ�ʳɱ�����Լ30%
�������״���ˮ����DMK-10���ڲ�ͬԭ����ɺͲ�ͬ��Ʒ�����ǿ���ĸ�ѡ���Ժ��ԣ��������γ�����١�
����
�����ѣ�DME����������������ʽ������ (>99.99% wt)����ѧ�м����һ����ྭ�õ����ȼ�ϣ�����LPG���Ʒ���������Ʒ������ȣ��������ѵ�����������LPG��
�е�, C -24.9
����ѹ�� @ 20 C, bar 5.1
Һ̬�ܶ�, @ 20 C, kg/m3 668
���أ���̬ 1.59
�����������Ѽ�����ҵӦ��
���ڴ��Ͷ��������������������������״���ˮ���ա���Ӧ���£�
2 CH3OH �� CH3-O-CH3 + H2O - ��H298 = 23.4 kJ/mol
�����������ѹ����ڹ�ҵװ����Ӧ���Ǽ״���ˮ��ʽ����ԭ�Ͽ����ǣ�
1. �ߴ��Ⱦ��״�����
AA������С99.85 %wt.�״�������
GOST 2222-95���磬��С99.95 %wt �״���
2. �ּ״�����94%�����״�
�ڽ��������������ѹ���֮ǰ���״�ԭ�Ͽ���ѡ��ֱ����Դ�ϳɹ��յļ״���������Ҫ���м״��ᴿ��
��һ���ջ��ڳ���ļ������ջ����������˼״���ˮ�ϳɶ����ѣ������������룬�����Ƕ����Ѳ�Ʒͬβ�����룬Ȼ����ѭ���״�����ˮ���루ͼ1����
ͼ1 �����Ѻϳ����幤�ղ���ͼ
��Methanol���״���Reactor����Ӧ����DME Column�������ѷ�������Waste Water Column����ˮ����DME Product�������Ѳ�Ʒ��Recycle��ѭ����Off-gas��β����
�������������ѹ����У��״���ˮ���ɶ����ѷ�����һ�����ȷ�Ӧ���С���Ӧ������¶ȴ���250 ��C�����ȶ����������³����¶��ɾ�������������Ҳ����ȡ���ڷ�Ӧ����ת����ʵ����Ҫ�������������ѷ�Ӧ���ļ�����ͬ������DMK-10�������������¶Ȳ����������һ�ּ�������ԵĹ��ա�������µķ��������������й�ҵ�����Ѳ�Ʒ���Ҫ�����������ȶ���ѧ����ƽ�����ݵ�����Ҳʵ���˷�Ӧ�����кͷ�������Ƶ������Ż���ơ�
ʹ�������������ѹ��գ��������Ϻϳɶκ��ᴿ�ε���Ч�ʣ�����ʵ���ܺĴ�����͡�
ʹ��������DMK-10��������ʵ�ֶ����ѷ�Ӧ���и߾������������ĸ�Ч�������ϡ����ַ�Ӧ�ȿ��������ϻ����������ַ�Ӧ�ȿ����ڷ�ˮ�����ٷ�����
��Ȼ���������ܸߣ�����ͨ��������Ӧ��ˮ��ѹ�����Խ���������Ƶ��ܵ�ˮƽ�����ǣ�������Ӧ�ø�ˮ��ѹ��Ҫ����ˮ�ԸߵĴ�������������DKM-10������
ͼ2 ��Ч�������ϲ���ͼ
��MP:��ѹ������Steam Condensate:����������
������DMK-10����
�����������Ѵ���DMK-10��ͼ3�����ڸ�ѡ���Ժͳɱ�Ч��ļ״���ˮ��DMK-10�����������ҶƬ�Σ���������˵��������ı����/����ȣ�����˽�����������ɢ��
ͼ3 ��ҶƬ��DMK-10����
�������յ������ȷ�����ݾ���ƽ��ת�����������ѡ�����˴���ʧ����Ժ�����ͨ����ͼ4��ʾ�ķ�Ӧ�������¶����߽��м�⡣��˷�Ӧ���������������������������ܱ��ֺ㶨��
ͼ4 �����¶����߱仯����ͼ
��Relative Temperature������¶ȣ�Axial distance:������룩
DMK-10���������������������¶Ⱥ;����¶ȷ�Χ��ȷ���IJ����¶ȷ�Χ�ڣ����ָ��Ժ�ѡ���ԣ��Ҿ��е�ʧ���ʺ͵�������ص㡣
ͼ5����ʾ�˾���������Ϊ����¶Ⱥ�ˮ�����ĺ�����
���ڸ���������¶ȣ�����ԭ������ˮ�֣����Խ��ʹ������ܾ���������¶ȣ�������Լ״�ת��ƽ�⽵���ˡ��������������ѹ����У�δת���ļ״�ѭ���������Ѻϳɷ�Ӧ���У����ָߵ�����״�ת���ʡ�
DMK-10�����ɱ����ȶ���������ɣ���ʵ�ʾ�����ǿ������λ����֤�˺ϳɸ��Ժ�ѡ���ԡ������У�������ѡ����ȡ����ʵ�ʲ����¶Ⱥ�ˮ����ѹ���������¶Ⱥ�����ˮ�����Դ�����ѡ����������
���DMK-10�������кܸ�����ԣ�����AA���״���ּ״���ԭ�������²�����
AA���״�ԭ��ָ����> 99.85 %wt ���״����ּ״�ָ����94%����ٵļ״����״�Ũ��ͨ��ˮƽ�⣬����ͨ����������0.1%�����Լ״��ϳɶε����ʡ�
DMK-10�������������ѡ���ԣ�������������������ʱ�ߵij����¶ȡ������ǵ�ʹ�ôּ״���Ϊԭ�ϵ�ʱ�Դ�������Ҫ��ܸߣ��Ա�֤���Ĵ��������͵͵ĸ�����ˮƽ��
ͼ5 ���������¶Ⱥ���Ӧ�״�ת���ʣ���ʾ������¶ȵĺ���������������
��inlet Temperature:����¶ȣ� Adiabatic exit temperature:���ȳ����¶ȣ�
Adiabatic conversion of methanol�����ȼ״�ת����
ֻ���ڸ����¿��ܹ۲쵽�ĸ�������ڼ״����ܷ������µķֽⷴӦ��
2CH3OH = CH4 + CO2 + 2 H2 - ��H298 = 65.7 kJ/mol
ͼ6��ʾ�˼�����Ϊ�¶Ⱥ����IJ������Ρ�
��ͼ��ʾ��ˮ�Ĵ��ںͽϵ͵��¶ȿ��Է�ֹ���鸱������γɡ����Դּ״���Ϊԭ�ϣ���ʹ��DMK-10��������ʱ��һ���ƾ���ʾ�����ˡ�
�ּ״��п��ܴ��ڵ�����ͨ���Ǵ��ࣨC2- �Լ������� C3- C4����ͪ��ͼ����Ρ���DMK-10����ʹ�ôּ״���Ϊԭ��ʱ�������ĸ������ڶ����ѷ�Ӧ����ת����Ϊ�ӷ��Ը��ߵĻ����
�ּ״�������ת���γɵ���Ҫ�����Ǽ��飬�Լ��ɸߴ�ת���γɵIJ�����ϩ����
CxH2x+1OH �� CxHx+2 + H2O
�����ѷ�Ӧ�����γɵĸ������ͨ��β���뿪�˹���Ȧ�����ھ��и�ѡ���ԣ�DMK-10�����ܹ���������ȼ�ϼ������������Ķ����ѡ�
ͼ6 ���鸱��������������ΪDMK-10�����¶ȵĺ���
��catalyst temperature:�����¶ȣ�formation of methane, �������ɣ�
��Ʒ��������
�����������ѹ����ܹ����ݿͻ��Զ����Ѳ�Ʒ����Ҫ��������������Χ��ȼ�ϼ���ͨ��Ϊ98%wt��������������>99.99%wt����
�����������ѹ����Ǹ�Ч�ģ�ͨ��ԭ�ϵ�������ֻ��1.4�ּ״�/�ֶ����Ѳ�Ʒ���ͼ״������ǽ���Ч�״������ѭ���Ĺ������ͬ���Ժ��ر�ߵ�ѡ���Ե�DMK-10����������ϵĽ����
���⣬�����������ѹ��յĸ�Ч�������ϳɾ��˵��������ģ�ͨ����Χ��1.28 �C 1.4������/�ֶ����Ѳ�Ʒ��ʵ��ֵ��ȡ��������������������
����������
�����������۸�ȡ���ڳ�ʼװ��Ͷ�ʳɱ�������ȡ���ڲ����ɱ������ڴ���ҵװ�ã������������۸�ͬ�״��۸�����ϳ����Թ�ϵ��
�����������ѹ��յľ�����������ʾʹ�ôּ״���Ϊԭ�ϱ��þ��״������������ܹ�������ʡ�ɱ���
������������Ϊ80���/��Ĺ�ҵ������װ�ã�����Ͷ�ʳɱ���Լ��7.2ǧ��ŷԪ��2006��۸�
ͼ7 �����������۸�
��methanol price:�״��۸�DME production price:�����������۸�,DME price as a function of methanol cost :���ڼ״��ɱ��Ķ����Ѽ۸�
���ڴּ״��۸�230ŷԪ/�ֺͶ����Ѽ۸�650ŷԪ/�֣�������/�״��۸����2.8������AA���״���335ŷԪ/�֣��Ķ�����/�״��۸��ֻ��1.9��
���ھ��״�ԭ�ϣ���AA����GOST 2295���Ķ����������ɱ�ͬ���ڴּ״��Ķ����������ɱ��Ƚ����£�
AA�� ָ�� 100
ȼ�ϼ� ָ�� 70
����ڲ������ʽ�ȡ������ͼ8��ʾ�Ķ�����/�״��۸�ȡ�
�ڽ�ʡ��Լ30%�������ɱ��£�һ��80���/�������װ�õ��ܽ���Լ��һ��һǧ��ŷԪ/�ꡣ
ͼ8 �ڲ�������
��IRR:�ڲ��ر��ʣ�AA methanol:AA���״���Crude methanol���ּ״���Economical evaluation:�����Է�����DME/Methanol price ratio:������/�״��۸�ȣ�
����
ͨ�����������ڶ����Ѽ������������������з�֪ʶ���̼����������ϣ��Ѿ�����˶����Ѻϳɼ��������ư�����
• ���ļ״���ˮ����
• ר�еĶ����Ѵ���DMK-10�����е͵ĸ�����ˮƽ
• �㷺�IJ�����Χ
• �����Ѳ�Ʒ��������ȼ�ϼ�����������
• �״�ԭ�����������״���ּ״�
• �ͳɱ���װ���ڼ״�װ���ϸ��ӵͳɱ�
���ڴּ״���ˮ�Ķ����Ѻϳ���һ������������ѡ����Ϊ���ܹ�ʵ�ֹ������Ϻ͵�Ͷ�ʳɱ�����˵õ��ߵ��ڲ������ʡ�

