



МзДМЦјЯрДпЛЏЭбЫЎжЦЖўМзУбаТММЪѕ
зїеп/РДдДЃКЬРКщЃЌРюЪчЗМЃЌЫяБўЃЌбюЯШжвЃЈЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЃЌЫФДЈГЩЖМ 610225ЃЉ ШеЦкЃК 2007-02-13 ЕуЛїТЪЃК6099
0 ЧАбд
ЖўМзУбЪЧвЛжжКЌбѕЛЏКЯЮяЃЌШмгкЫЎЁЂдкДѓЦјЖдСїВужаПЩНЕНтЃЌЪЧЛЗОГгбКУЮяжЪЁЃЖўМзУбПЩзїЮЊЦјЮэМСЁЂжЦРфМСЁЂЛЏЙЄдСЯЁЃЖўМзУбвВПЩзїШМСЯЃЌОпгагывКЛЏЦјЯрРрЫЦЕФаджЪЃЌЖјЧвШМЩеЭъШЋЁЂШШаЇТЪИпЁЂЮоКкбЬЁЃНќФъРДЃЌгЩгкЪЏгЭжЦЦЗЕФСЌФъеЧМлЃЌзїЮЊНрОЛЛЗБЃШМСЯЕФЖўМзУбв§Ц№СЫЩчЛсИїНчЕФжиЪгЁЃЬиБ№ЪЧУКЛљЖўМзУбЩњВњГЩБОЕЭЃЌгывКЛЏЪЏгЭЦјгаНЯДѓВюМлЃЌЪЙЕУЖўМзУбШЋУцЬцДњвКЛЏЪЏгЭЦјзїЮЊУёгУЁЂЙЄвЕгУШМСЯГЩЮЊПЩФмЁЃЙњФкЭтЖрМвбаОПЛњЙЙвВе§дкНјаавдЖўМзУбЮЊШМСЯЕФЦћГЕЗЂЖЏЛњбаОПФЫжСааГЕЪдбщЃЌгЩгкЖўМзУбЪЎСљЭщжЕИпЁЂШМЩеЮВЦјЮлШОЮяЩйЃЌЪЧБЛвЕФкШЫЪППДКУЕФГЕгУВёгЭЬцДњЦЗЁЃвђДЫЃЌЖўМзУбзїШМСЯЕФЪаГЁЧАОАЪЎЗжЙуРЋЁЃЭЌЪБЃЌЩњВњЖўМзУбвВЪЧЕБМзДМЪаГЁЙЉДѓгкЧѓЪБМзДМЩњВњЦѓвЕЕФвЛЬѕВњвЕГіТЗЁЃ
ЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫО80ФъДњОЭдкЙњФкТЪЯШНјааСЫМзДМЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЩњВњММЪѕЕФбаОППЊЗЂЃЌ1994ФъОЭгаЙЄвЕЛЏзАжУЭЖВњЃЌжСНёвбга10ЖрЬзЙЄвЕЛЏвЕМЈЁЃдкЖрФъЪдбщКЭЩњВњЪЕМљЕФЛљДЁЩЯЃЌЖддгаММЪѕНјааСЫИФНјЁЂЭъЩЦКЭгХЛЏЃЌОпБИЖРЬиЕФгХЕуЃЌГЩЮЊЯШНјЕФЩњВњММЪѕЃЌВЂгЕгаСНЯюжаЙњЗЂУїзЈРћЁЃ
1 ЖўМзУбЕФЩњВњЗНЗЈ
ЖўМзУбЕФЩњВњЗНЗЈжївЊгаКЯГЩЦјвЛВНЗЈЁЂМзДМЗЈСНжжЁЃЖјМзДМЗЈгжЗжЮЊМзДМЦјЯрДпЛЏЭбЫЎЗЈКЭвКЯрДпЛЏЭбЫЎЗЈЁЃКЯГЩЦјвЛВНЗЈДІгкЙЄвЕЛЏЬНЫїНзЖЮЃЌЩаЮоЙЄвЕЛЏЕФБЈЕРЁЃМзДМЦјЯрДпЛЏЭбЫЎЗЈКЭМзДМвКЯрДпЛЏЭбЫЎЗЈЙњФкЭтОљгаЙЄвЕЛЏЩњВњзАжУЃЛЖјМзДМЦјЯрДпЛЏЭбЫЎЗЈгЩгкЦфЭЖзЪЕЭЁЂВњЦЗЕїећСщЛюЁЂЙЄвеМђЕЅЁЂММЪѕГЩЪьПЩППЃЌЪЧФПЧАЙњФкЭтЪЙгУзюЖрЕФЖўМзУбЙЄвЕЩњВњЗНЗЈЁЃ
1.1КЯГЩЦјвЛВНЗЈ
вдКЯГЩЦјЃЈCO+H2ЃЉЮЊдСЯЃЌКЯГЩМзДМЗДгІКЭМзДМЭбЫЎЗДгІдквЛИіЗДгІЦїжаЭъГЩЃЌЭЌЪБАщЫцCOЕФБфЛЛЗДгІЁЃЦфЗДгІЪНЮЊ
2CO+ 4H2==2CH3OH
CO + H2O==CO2 + H2
2CH3OH==CH3OCH3 +H2O
змЗДгІЮЊЃК
3CO+3H2=== H3COCH3+ CO2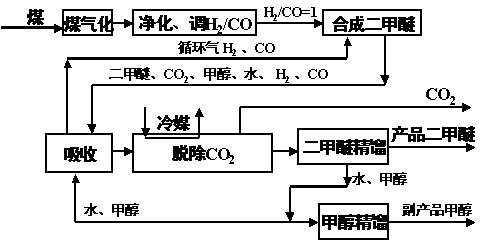
ЕфаЭЕФКЯГЩЦјвЛВНЗЈЩњВњСїГЬШчЭМ1ЁЃЭМ1КЯГЩЦјвЛВНСїГЬПђЭМ
аТЯЪКЯГЩЦјжаCOКЭH2ЕФБШР§дк1ЁУ1зѓгвЃЌгыбЛЗЦјЛьКЯКѓНјШыЖўМзУбКЯГЩЗДгІЦїЃЌНјааЗДгІЁЃЗДгІбЙСІ2.0ЁЋ10.0MPa,ЮТЖШ230ЁЋ280ЁцЁЃ
КЯГЩЦјвЛВНЗЈЕФжївЊЬиЕудкгкЗДгІЕФгХЪЦЃЌКЯГЩМзДМЗДгІКЭМзДМЭбЫЎЗДгІдквЛИіЗДгІЦїжаЭъГЩЃЌЗДгІЦНКтГЃЪ§ДѓЃЌЗДгІЩњГЩЕФМзДМСЂМДНјааЭбЫЎЗДгІЃЌЩњГЩЖўМзУбЃЌПЫЗўСЫКЯГЩМзДМЗДгІзЊЛЏТЪЕЭЕФШѕЕуЁЃКЯГЩЦјжаCOЕЅГЬзЊЛЏТЪИпЃЌДя40.0%ЁЋ75.0%ЁЃЕЋКЯГЩЦјвЛВНЗЈДцдквЛаЉжТУќЕФШБЯнЃЌОпЬхШчЯТЁЃ
ЃЈ1ЃЉдСЯРћгУТЪЕЭ
дкЗДгІВњЮяжаЖўМзУбгыCO2ЕФБШР§ЮЊ1ЁУ1ЃЈЗжзгБШЃЉЃЌМДУПЩњГЩ1ЗжзгЕФЖўМзУбОЭвЊЭЌЪБЩњГЩ1ЗжзгЕФCO2ЁЃЖјЖўбѕЛЏЬМЕФРћгУМлжЕЪЧКмЕЭЕФЁЃвђДЫЃЌвдФПБъВњЦЗЖўМзУбМЦЃЌКЯГЩЦјвЛВНЗЈЕФдСЯРћгУТЪКмЕЭЃЌдСЯРћгУТЪНіга51%ЃЌЙЪЦфЩњВњГЩБОвВЯргІНЯИпЁЃ
ЃЈ2ЃЉДпЛЏМСЪЙгУЪйУќЖЬ
ЦљНёЮЊжЙЮДевЕНЭЌЪБЖдСНИіЗДгІОљгаНЯКУДпЛЏзїгУЃЌЧвЮШЖЈадКУЕФДпЛЏМСЁЃетЪЧММЪѕЭЛЦЦЕФЙиМќЁЃЯжЪЙгУЕФИДКЯаЭДпЛЏМССНжжЛюаджааФЯрЛЅИЩШХЃЌМзДМДпЛЏЛюаджааФвзБЛбѕЛЏЖјЪЇЛюЃЌвђДЫДпЛЏМСЪЙгУЪйУќЖЬЁЃ
ЃЈ3ЃЉЗжРыФбЖШДѓ
ЗДгІВњЮяжажївЊгаCOЁЂH2ЁЂCO2ЁЂЖўМзУбЁЂМзДМЁЂЫЎЕШЁЃЪзЯШвЊНЋЮДЗДгІЕФCOЁЂH2ЗжРыПЊРДЃЌбЛЗЪЙгУЃЌгЩгкCO2ЁЂЖўМзУбЕФЗаЕуЕЭЃЌАДЯжгаЕФММЪѕжЛФмВЩгУЮќЪеЕФЗНЗЈЃЌашвЊДѓСПЕФЮќЪевКбЛЗЃЌЖЏСІЯћКФДѓЁЃ
ЖјЗжРыЕФИќДѓФбЬтЪЧCO2гыЖўМзУбЕФЗжРыЁЃЮЊСЫБмУтЭтХХЕФCO2ДјзпДѓСПЕФЖўМзУбЃЌашВЩгУОЋСѓЕФЗНЗЈНјааЗжРыЁЃЖјгЩгкдк32ЁцвдЩЯЮоЗЈРфФ§ЃЌЙЪВЛФмЪЙгУбЛЗРфШДЫЎЃЌЖјжЛФмгУЦфЫћРфУНзїЮЊРфШДНщжЪЁЃ
гЩДЫПЩМћЃЌКЯГЩЦјвЛВНЗЈЗДгІВњЮяЕФЗжРыгыКЯГЩМзДМЯрБШЃЌСїГЬИДдгЃЌФмКФИпЁЃ
БЪепШЯЮЊЃЌКЯГЩЦјвЛВНЗЈЙЄвЕЛЏММЪѕЩаЮДГЩЪьЁЃЫљЮНЙЄвЕЛЏММЪѕЩаЮДГЩЪьЃЌВЂВЛЪЧЫЕЙЄвеСїГЬЮоЗЈЪЕЯжЃЌЖјЪЧжИЙиМќММЪѕЮДФмгаЭЛЦЦадНјеЙЃЌММЪѕОМУВЛЙ§ЙиЁЃАДФПЧАвЛВНЗЈММЪѕЩњВњЖўМзУбЃЌЭЖзЪИпЃЌЩњВњГЩБОИпЁЃКЯГЩЦјвЛВНЗЈЕФЙЄвЕЛЏЛЙашвЊвЛаЉЪБМфЃЌД§ЯрЙиММЪѕгаЫљЭЛЦЦКѓВХФмЪЕЯжЁЃ
1.2МзДМвКЯрДпЛЏЭбЫЎЗЈ
МзДМвКЯрДпЛЏЭбЫЎЗЈЃЈвКЯрЗЈЃЉгЩСђЫсЗЈЗЂеЙЖјРДЃЌЖјСђЫсЗЈЩњВњЖўМзУбЙЄвеЪЧСђЫсЗЈЩњВњСђЫсЖўМзѕЅСїГЬжаЕФЧААыЖЮЁЃдЩњВњСђЫсЖўМзѕЅЕФЦѓвЕЖМгЕгавКЯрЗЈММЪѕЁЃФПЧАЯШНјЕФвКЯрЗЈдкСђЫсЗЈЕФЛљДЁЩЯгаСЫММЪѕЩЯЕФЭЛЦЦЁЃШчдкЗДгІЦїжаМгШыЦфЫћЬэМгЮяЃЈШчСзЫсЕШЃЉЃЌИФБфЗДгІЦїеєЗЂЮяСЯЕФЯрЖдзщГЩЃЌДгЖјДяЕНСЌајЗДгІЁЂЗДгІВњЮяСЌајеєЗЂЕФФПЕФЃЌЪЕЯжСЌајЩњВњЃЌВЂЛљБОНтОіСЫЗДгІЦїЮоЛњЫсДпЛЏМСЕФХХЗХЮЪЬтЁЃ
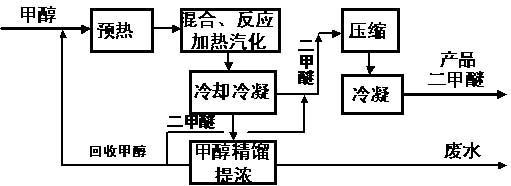
ЙњФкЯШНјЕФМзДМвКЯрЗЈЙЄвеСїГЬШчЭМ2ЫљЪОЁЃМзДМЭбЫЎЗДгІдквКЯрЁЂГЃбЙЛђЮЂе§бЙЁЂ130ЁЋ180ЁцЯТНјааЁЃЦфЛЏбЇЗДгІЪНШчЯТЃК
2CH3OH=== H3COCH3+ H2O
вКЯрЗЈЕФгХЕудкгкЗДгІЮТЖШЕЭЃЌЖјМзДМЭбЫЎЗДгІЮЊЗХШШЗДгІЃЌЙЪМзДМдкЗДгІЦїжаЕФЕЅГЬзЊЛЏТЪИпЃЌДя90%вдЩЯЁЃЕЋЗДгІдкГЃбЙЯТНјааЃЌашвЊНЋВњЦЗДгГЃбЙдібЙжС0.9MPaвдЩЯВХФмгУбЛЗРфШДЫЎРфФ§вКЛЏЃЌбЙЫѕЕчКФЬЋИпЁЃ
ЭМ2вКЯрЗЈЙЄвеСїГЬПђЭМ
гЩгквКЯрЗЈЗДгІЦїЮоЗЈДѓаЭЛЏЁЂЗДгІЯЕЭГашВЩгУФЭИЏЪДВФСЯЁЂбЙЫѕЯЕЭГЭЖзЪИпЁЂФмКФИпЃЌЛЙгаЗЯЫсДІРэЕШЮЪЬтЃЌдьГЩвКЯрЗЈЭЖзЪИпЁЂЩњВњГЩБОИпЃЌЦфММЪѕЭЦЙугаКмДѓФбЖШЁЃ
1.3МзДМЦјЯрДпЛЏЭбЫЎЗЈ
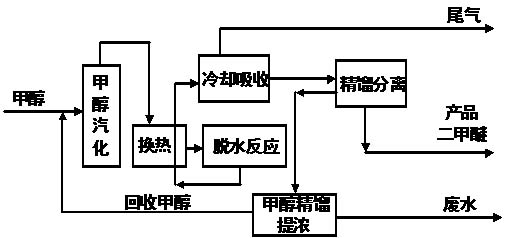
МзДМЦјЯрДпЛЏЭбЫЎЗЈЪЧФПЧАЙњФкЭтЪЙгУзюЖрЕФЖўМзУбЙЄвЕЩњВњЗНЗЈЁЃЙњФкгЕгаИУЯюММЪѕВЂвбЙЄвЕЛЏЕФгаЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЁЂЩНЮїУКЛЏЫљЁЂЩЯКЃЪЏгЭПЦбЇбаОПдКЕШЁЃЙњФкММЪѕгыЙњЭтЕФЕЄТѓTopsІеeЁЂШеБОTECЁЂЕТЙњСЊКЯРГв№КжУКЙЋЫОЕФЩњВњЗНЗЈДѓЭЌаЁвьЁЃЙњЭтжївЊЩњВњГЇМвгаЖХАюЙЋЫОЁЂАЂПЫЫеЙЋЫОЁЂЕТЙњСЊКЯРГв№КжУКЙЋЫОЕШЁЃЕфаЭЕФМзДМЦјЯрЗЈЩњВњСїГЬЪОвтШчЭМ3ЫљЪОЁЃ
ДпЛЏМСЮЊZSMЗжзгЩИЁЂСзЫсТСЛђІУ-Al2O3ЁЃМзДМЭбЫЎЗДгІЕФЛЏбЇЗДгІЪНЮЊЃК
2CH3OH=== H3COCH3+ H2O
жївЊИБЗДгІЃК
CH3OH=== CO + 2H2
H3COCH3=== CH4+ H2+ CO
CO + H2O === CO2+H2
ЭМ3МзДМЦјЯрЗЈЙЄвеСїГЬПђЭМ
ЗДгІЬѕМўЮЊ0.5~1.5MPaЁЂ230~400ЁцЁЃМзДМОЦћЛЏдкЛЛШШЦїжагыЗДгІЦїГіРДЕФЗДгІВњЮяЛЛШШКѓНјШыЗДгІЦїжаНјааЦјЯрДпЛЏЭбЫЎЗДгІЃЌЗДгІВњЮяОЛЛШШКѓгУбЛЗЫЎРфШДРфФ§ЁЃЗДгІЦїЕФНсЙЙаЮЪНгаОјШШЪНЙЬЖЈДВЁЂЛЛШШЪНЙЬЖЈДВЁЂЖрЖЮРфМЄЪНЙЬЖЈДВКЭЕШЮТЙмЪНЙЬЖЈДВЕШЁЃРфШДРфФ§КѓЕФЮяСЯдкДжМзУбжаМфЙоНјааЦјвКЗжРыЁЃЦјЯрЮЊИБЗДгІВњЩњЕФВЛФ§ЦјКЭЖўМзУбЁЂМзДМеєЦјЃЌЫЭЯДЕгЫўгУМзДМЛђМзДМ-ЫЎШмвКЮќЪеЃЌЛиЪеЦфжаЕФЖўМзУбЁЃЮќЪевКЗЕЛиДжМзУбжаМфЙоЃЌЮќЪеЮВЦјЫЭГізАжУЁЃДжМзУбжаМфЙоЕФДжЖўМзУбгУОЋСѓЫўНјааОЋСѓЗжРыЃЌДгОЋСѓЫўЖЅГіРДЕФЖўМзУбеєЦјООЋСѓЫўРфФ§ЦїРфФ§КѓвЛВПЗжЛиСїШыЫўЃЌвЛВПЗжзїЮЊВњЦЗЫЭВњЦЗжќЙоЁЃ
ЖјДгЖўМзУбОЋСѓЫўЫўИЊЕУЕНЕФМзДМ-ЫЎШмвКдђЫЭМзДМЬсХЈЫўЃЌЭЈЙ§ОЋСѓЬсХЈМзДМЃЌЬсХЈКѓЕФМзДМЗЕЛиЯЕЭГзїЮЊЗДгІдСЯЁЃДгМзДМЬсХЈЫўЫўИЊХХГіКЌДМЗЯЫЎЁЃ
2МзДМЦјЯрДпЛЏЭбЫЎжЦЖўМзУбаТММЪѕ
2.1баОППЊЗЂРњГЬ
ЮїФЯЛЏЙЄбаОПЩшМЦдК80ФъДњГѕПЊЪМНјааМзДМжЦЖўМзУбЕФбаОППЊЗЂЙЄзїЁЃЗжБ№НјааСЫвдZSMЗжзгЩИКЭІУ-Al2O3ЮЊДпЛЏМСЕФЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЕФбаОПЁЃ
ЮвдКЕФЁАМзДМжЦЖўМзУбПЊЗЂбаОПЁББЛСаЮЊЙњМвЁААЫЮхЁБПЦММЙЅЙиЯюФПЃЌ1994Фъ8дТдкББОЉЭЈЙ§ЛЏЙЄВПзщжЏЕФзЈМвММЪѕМјЖЈЃЛЁАДжМзДМжЦДМУбШМСЯЃЈЛђДжУбЃЉЁББЛСаЮЊЙњМвМЦЮЏЁАКЯГЩЦјжЦДМРрУёгУШМСЯГЩЬзЙЄГЬММЪѕПЊЗЂЁБЙЅЙиЯюФПжажївЊзщГЩВПЗж,ВЂгк1993Фъ3дТдкББОЉЭЈЙ§ЛЏЙЄВПзщжЏЕФзЈМвМјЖЈЁЃ
ЩЯЪРМЭ90ФъДњОЭга10РДЬззАжУВЩгУЮвдКММЪѕЩњВњДМУбШМСЯКЭЦјЮэМСМЖЖўМзУбЁЃ
ЕквЛЬзвдДжМзДМЮЊдСЯЕФШМСЯЖўМзУбЙЄвЕзАжУЃЈ10kt/aЃЉЃЌгк1994Фъ1дТдкКгФЯЧпбєНЈГЩЭЖВњЃЛЕквЛЬзвдОЋМзДМЮЊдСЯЕФЦјЮэМСМЖЖўМзУбЙЄвЕзАжУЃЈ2ЁС2500t/aЃЉЃЌгк1994Фъ11дТдкЙуЖЋжаЩННЈГЩЭЖВњЁЃСНЬззАжУОљвЛДЮПЊГЕГЩЙІЃЌИїЯюММЪѕжИБъОљДяЩшМЦвЊЧѓЃЌЭЖВњЕБдТМДЭЈЙ§ПМКЫбщЪеЁЃ
1999ФъКЭ2004ФъЮвдКЗжБ№ЩъЧыСЫ2ЯюЙњМвЗЂУїзЈРћЃЌНЋЗДгІЦїКЭЗжРыЙЄвеЖМСаШызЈРћБЃЛЄФкШнЁЃ
ОЖрФъбаОППЊЗЂЃЌЯжЖЈаЭЩњВњЕФМзДМжЦЖўМзУбCN-3аЭІУ-Al2O3ДпЛЏМСЃЌВЛНігаНЯИпЕФЛюадКЭбЁдёадЃЌЖјЧвЮШЖЈадКУЁЃ
2.2аТММЪѕЕФЬиЕу
дкДЋЭГМзДМЦјЯрДпЛЏЭбЫЎЗЈЕФЛљДЁЩЯЃЌЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫООЙ§ЩњВњЪЕМљКЭбгЩьПЊЗЂЃЌШЁЕУСЫЖрЯюММЪѕДДаТГЩЙћЁЃНќФъРДЃЌЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОМгДѓСЫМзДМЦјЯрДпЛЏЭбЫЎЗЈЕФбаОППЊЗЂСІЖШЃЌаЮГЩСЫФмКФЕЭЁЂЭЖзЪЩйЁЂВњЦЗжЪСПКУЁЂЮоЮлШОЁЂЖРЬиЁЂЯШНјЕФЩњВњММЪѕЁЃЩњВњСїГЬШчЭМ4ЫљЪОЁЃгыЙњФкЭтЯжгаМзДМЦјЯрДпЛЏЭбЫЎЗЈЯрБШЃЌгаНЯДѓЕФИФНјКЭДДаТЃЌДІгкЙњМЪЯШНјЫЎЦНЁЃ
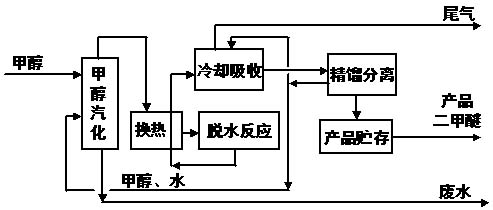
ЭМ4МзДМЦјЯрЗЈаТММЪѕСїГЬПђЭМ
МзДМЦјЯрДпЛЏЭбЫЎЗЈаТММЪѕгавдЯТЬиЕуЁЃ
ЃЈ1ЃЉгыМзДМзАжУСЊВњЪБЃЌПЩвдДжМзДМЮЊдСЯЃЌДѓЗљЖШНЕЕЭЩњВњГЩБОЁЃАДФПЧАЕФМзДМЩњВњММЪѕЃЌгЩДжМзДМООЋСѓжЦШЁОЋМзДМЖжОЋДМЯћКФеєЦћдк1.2tвдЩЯЃЌЖјУПЩњВњ1tЖўМзУбашвЊдМ1.4tМзДМЃЌетбљвдДжМзДМЮЊдСЯПЩНкЪЁеєЦћ1.68tвдЩЯЁЃЖјВЩгУаТММЪѕЩњВњЖўМзУбЃЌвдДжМзДМЮЊдСЯНіБШвдОЋМзДМЖрЯћКФ0.2~0.3tеєЦћЃЌЦфНкФмаЇЙћЪЧЯрЕБУїЯдЕФЁЃ
ЃЈ2ЃЉЗДгІЦїВЩгУЖрЖЮРфМЄЪНЙЬЖЈДВЃЈзЈРћММЪѕЃЉЁЃДпЛЏМСзАЬюСПДѓЃЌЭЖзЪЕЭЃЌЗДгІЮТЖШЪЪвЫЃЌИБЗДгІЩйЃЌвзгкДѓаЭЛЏЁЃМШБмУтСЫОјШШЪНЙЬЖЈДВЗДгІЦїЮТЩ§ЬЋИпдьГЩИБЗДгІдіМгЁЂМзДМЕЅГЬзЊЛЏТЪЦЋЕЭЕФШѕЕуЃЌгжПЫЗўСЫЛЛШШЪНЙЬЖЈДВКЭЕШЮТЙмЪНЙЬЖЈДВЗДгІЦїГпДчДѓЁЂДпЛЏМСзАЬюСПаЁЕФШБЕуЁЃ
ЃЈ3ЃЉВЩгУНсЙЙЖРЬиЕФЦћЛЏЫўКЭЗжРыЙЄвеЃЌВЛЩшжУгУгкЛиЪеЮДЗДгІМзДМЕФМзДМЬсХЈЫўЃЈзЈРћММЪѕЃЉЁЃЦћЛЏЫўЪЧЩшга2ИіНјСЯПкЕФЬсСѓЫўЃЌдСЯМзДМДгЫўЖЅНјСЯЃЌЛиЪеМзДМДгЫўжаВПНјСЯЃЌЫЎДгЫўИЊХХГіЃЌЫўЖЅЮоЛиСїЁЃЦћЛЏЫўМцгаЦћЛЏдСЯМзДМКЭЛиЪеЁЂЬсХЈМзДМЕФЫЋжиЙІФмЃЌЖјЧвдСЯОВПЗжЦћЛЏЃЌМзДМЕФХЈЖШБШдСЯТдИпЁЃетбљМШМђЛЏСїГЬЁЂМѕЩйЭЖзЪЃЌгжгааЇЕиМѕЩйеєЦћЯћКФЁЃУПЖжЖўМзУбЕФеєЦћЯћКФБШЙњФкЭтЭЌРрММЪѕЕЭ0.5~1.0 tЁЃ
ЃЈ4ЃЉвдЖўМзУбОЋСѓЫўЫўИЊХХГіЕФМзДМ-ЫЎШмвКзїЮЊЗДгІЮВЦјЯДЕгЫўЕФЮќЪеМСЃЌМѕЩйСЫЭтХХЮВЦјжаЕФМзДМКЌСПЃЌЭЌЪБгЩгкНЕЕЭСЫЖўМзУбОЋСѓЫўНјСЯЕФМзДМХЈЖШЃЌЪЙЕУЖўМзУбЗжРыФбЖШНЕЕЭЃЌМѕЩйСЫЛиСїБШЃЌДгЖјНкЪЁСЫеєЦћЯћКФЁЃ
ЃЈ5ЃЉзЈгУДпЛЏМСЯЕздаабаОППЊЗЂЃЌФПЧАвбЙцФЃЩњВњЃЌЛюадИпЁЂШШЮШЖЈадКУЁЂбЁдёадИпЃЌЩњГЩЖўМзУбЕФбЁдёаддк99%вдЩЯЁЃ
ЃЈ6ЃЉгЕга2ЯюжаЙњЗЂУїзЈРћЁЃ
аТММЪѕЕФжївЊдИЈВФСЯЯћКФМћБэ1ЁЃ
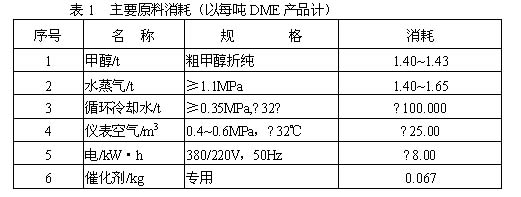
ЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЦјЯрЗЈаТММЪѕЕФЯШНјадКЭЪЕгУадвбдкЭђЖжМЖЩњВњзАжУЩЯЕУЕНбщжЄЁЃВЩгУаТММЪѕВЂвбЭЖВњЕФЖўМзУбЩњВњзАжУгаАВЛеАіВКаТАТШМЦјЁЂКгФЯТоЩНН№ЖІЛЏЙЄКЭЮМКгУКЛЏЙЄМЏЭХЕШЁЃФПЧАВЩгУаТММЪѕе§дкНЈЩшЕФзАжУга10ЖрЬзЃЌЩњВњФмСІЮЊ10~150kt/aЁЃЙцЛЎжаЕФЖрМвЩњВњФмСІдк100kt/aвдЩЯЕФДѓаЭЖўМзУбзАжУЃЌвВвбГѕВНШЗЖЈВЩгУБОЙЋЫОЕФММЪѕЁЃ
3аТММЪѕгыЙњЭтЙЋЫОЭЌРрММЪѕЕФБШНЯ
ФПЧАгЕгаМзДМЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЩњВњММЪѕЃЌВЂзМБИдкЙњФкЭЦЙуЕФЙњЭтЙЋЫОжївЊгаЕЄТѓTopsІеeЙЋЫОЁЂШеБОЖЋбѓЙЄГЬЙЋЫОЃЈTECЃЉЁЃБэ2СаГіИїЙЋЫОММЪѕЕФБШНЯЁЃ
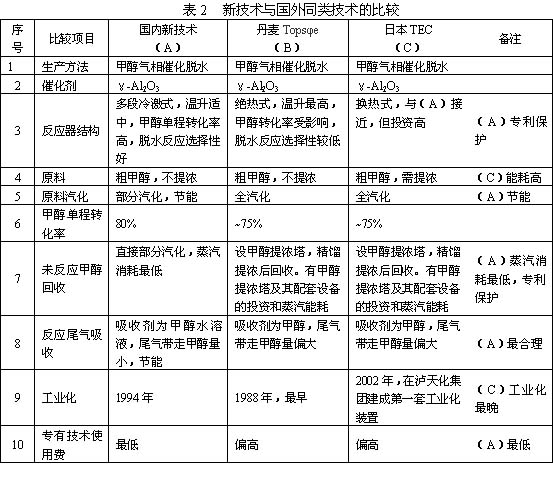
ДгБШНЯРДПДЃЌЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЕФаТММЪѕдкЖрЗНУцЖМгагХЪЦЁЃгШЦфЪЧЖдЮДЗДгІЮяЕФЛиЪеЃЌаТММЪѕВЛЩшгУгкЛиЪеЮДЗДгІМзДМЕФМзДМЬсХЈЫўЃЌМШНкЪЁСЫЩшБИЭЖзЪЃЌгжгааЇЕиНкЪЁСЫеєЦћЯћКФЁЃ
4аТММЪѕгывКЯрЗЈЕФБШНЯ
гыЙњФкЯШНјЕФвКЯрЗЈЯрБШЃЌЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЕФМзДМЦјЯрДпЛЏЭбЫЎаТММЪѕвВгаУїЯдЕФгХЪЦЁЃЦфгХЪЦжївЊЬхЯждквдЯТМИЗНУцЁЃ
ЃЈ1ЃЉ ЭЖзЪЕЭЃЌвзгкДѓаЭЛЏЁЃгыВйзїЙЄПіЯрЫЦЕФКЯГЩАБГЇЛђМзДМГЇЕФБфЛЛТЏЯрБШЃЌЗДгІЦїЕФжБОЖаЁЁЂШШаЇгІаЁЃЌвзгкЩшМЦЁЂВйзїПижЦКЭДѓаЭЛЏЁЃМДЪЙЪЧЖўМзУбВњСПЮЊ600kt/aЕФЩњВњзАжУвВжЛашЩшжУ1ЬЈЗДгІЦїЃЌЖјВЛашЖрЬЈВЂСЊЁЃ
ЃЈ2ЃЉЕчКФЕЭЁЃУПЖжВњЦЗЖўМзУбЕФЕчКФБШЯШНјвКЕФЯрЗЈЕЭ90kWЁЄhвдЩЯЁЃ
ЦјЯрЗЈаТММЪѕгыЙњФкЯШНјвКЯрЗЈШЋУцЕФБШНЯЧщПіМћБэ3ЁЃ
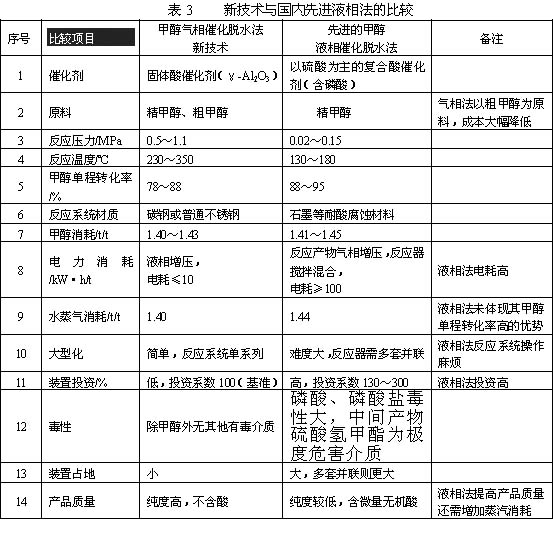
гыЯШНјЕФвКЯрЗЈЯрБШЃЌЦјЯрЗЈаТММЪѕДгЭЖзЪКЭЩњВњжБНгГЩБОЁЂЮШЖЈВйзїдЫааЕШЗНУцЃЌЖМгазХНЯЮЊУїЯдЕФгХЪЦЁЃ
5 НсТл
гЩгкКЯГЩЦјвЛВНЗЈКЭМзДМвКЯрДпЛЏЭбЫЎЗЈЖўМзУбЩњВњММЪѕДцдкЕФЮЪЬтНЯЖрЃЌМзДМЦјЯрДпЛЏЭбЫЎЗЈЪЧФПЧАЙњФкЭтЪЙгУзюЖрЕФЖўМзУбЙЄвЕЩњВњЗНЗЈЁЃЖјЮїФЯЛЏЙЄбаОПЩшМЦдККЭЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЕФЦјЯрЗЈаТММЪѕСїГЬМђНрЁЂЭЖзЪЕЭЁЂЩњВњГЩБОЕЭЃЌдкЙњФкЭтЭЌРрММЪѕжаЪЧСьЯШЕФЁЃЬиБ№ЪЧМцгадСЯМзДМЦћЛЏКЭЛиЪеЬсХЈМзДМЫЋжиЙІФмЕФЦћЛЏЬсСѓЫўЕФЩшжУЃЌЪЁШЅСЫзЈУХгУгкЛиЪеМзДМЕФМзДМЬсХЈЫўЃЌеєЦћЯћКФДѓЗљЖШНЕЕЭЃЌГфЗжЬхЯжСЫаТММЪѕЕФЯШНјадЁЃ

